Composant monté en surface
Le composant monté en surface (CMS, SMD (surface mounted device) en anglais) désigne une technique de fabrication des cartes électroniques et, par extension un type de composants utilisés par l'industrie électronique. Cette technique consiste à braser les composants d'une carte à sa surface, plutôt que d'en faire passer les broches au travers.

Cet article ne cite pas suffisamment ses sources ().
Si vous disposez d'ouvrages ou d'articles de référence ou si vous connaissez des sites web de qualité traitant du thème abordé ici, merci de compléter l'article en donnant les références utiles à sa vérifiabilité et en les liant à la section « Notes et références ».
En pratique : Quelles sources sont attendues ? Comment ajouter mes sources ?
Pour les articles homonymes, voir CMS.

Historique
modifier

Jusqu’à la fin des années 50, les composants sont brasés sur des barrettes à cosses à l’aide de fers à souder. Une résistance, par exemple, est équipée de terminaisons filaires. Les tubes à vide sont insérés sur des supports. Les circuits intégrés n’existent pas en production.
Dans les années 60, avec le besoin de produits de grandes séries (postes à transistors, téléviseurs, etc.) le circuit imprimé est massivement employé. La connexion entre composants est assurée par des pistes de cuivre. La pose des composants sur le circuit imprimé se fait à la main, à une vitesse de l’ordre de 600 composants / heure environ.

Dans l’objectif d’augmenter les capacités de production, les machines d’insertion automatique sont apparues dans les années 60. Elles atteignent à la fin des années 70 des vitesses de pose de l’ordre de 3000 composants par heure pour les machines à simple tête, 6000 composants par heure pour les machines double-têtes[1], qui posent deux composants simultanément sur deux circuits imprimés identiques. Les machines sont dédiées aux composants axiaux (typiquement : les résistances) ou aux composants radiaux (condensateurs, LED, etc.). Les marques TDK (Japon), Universal, USM, (Etats Unis) apparaissent dans les usines. Un seul opérateur suffit à assurer l'approvisionnement en bobines de composants. Le brasage des composants se fait désormais automatiquement à la vague compte tenu de l’augmentation du nombre de points de brasage à réaliser.
Dans les années 80, les CMS apparaissent dans les usines fabriquant des produits en série. Du fait de leur petite taille, leur pose manuelle est bien plus lente que pour les composants traversants. De plus, leurs faibles dimensions réduisent la surface de marquage, rendant leur identification plus difficile par les opérateurs de production. Leur apparition se fait donc de pair avec les équipements de pose automatiques. Les machines Europlacer, Fuji, Juki, Panasonic, Siemens, etc.[2] entrent dans les usines. Les vitesses de pose de ces machines sont de l’ordre de 5 à 20 000 composants par heure pour les machines « pick-and-place » posant un composant à la fois. La technologie utilisée dans un premier temps est majoritairement la filière collage.
La téléphonie mobile en se développant génère un besoin en très grandes séries de produits de plus en plus compacts. Solectron, un grand nom de la sous-traitance mondiale, s'implante en France en 1992 en reprenant le site IBM de Canéjan[3] et propose sur le marché des capacités de production très importantes au regard des sous-traitants historiques (Erulec, Sofrel, Cofidur, etc.). Ces sociétés de sous-traitance électronique, pour rester sur le marché, doivent investir dans les équipements de fabrication de la filière CMS. Les grands industriels (Bull, Sagem, Alcatel, etc.) sont moteurs dans l'évolution pour maintenir un temps leurs usines. Les besoins en investissements provoqués par le déploiement de cette technologie provoquent un bouleversement de l'industrie électronique en France[4].
Dans la foulée apparaissent les équipements spécialisés pour les composants simples (les chips) à grande cadence, grâce à des systèmes de prise de composants en barillet : (exemple : CP6 Fuji) ces chip-shooters sont associés à des équipements de grande précision plus lents posant les circuits intégrés complexes, pour constituer des lignes de machines équilibrées en termes de cadence de pose. Les vitesses dépassent alors les 50 000 composants par heure. La pose de la crème à braser faite en ligne, la refusion faite dans des fours tunnels et les équipements de test optique (AOI - Automatic Optical Inspection) et à rayons X (AXI - Automatic X-ray Inspection) permettent d’atteindre des niveaux de nombre de défauts de placement inférieur aux 10 ppm. (Parties par million)
Les composants ont vu leur taille continuer de diminuer progressivement (on trouve aujourd'hui couramment des résistances qui mesurent 0,04 × 0,02 pouces). Le besoin de maîtriser la mise en oeuvre de ces composants a nécessité une augmentation du niveau technique des services d'encadrement de la production : Méthodes, Maintenance, Qualité.
En France, la part "valeur ajoutée" du coût de revient d’une carte électronique destinée au marché industriel est de l’ordre de 20 % en 2020. Les 80 % restants sont constitués du prix d'achat des composants et de leur coût de gestion[5].
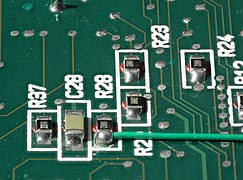
- Différents types de composant montés en surface
-
 Condensateurs à côté d'un trombone.
Condensateurs à côté d'un trombone. -

-

-
-





Caractéristiques
modifierTypes de composants (liste non exhaustive)
modifierMelfs
modifierLes premiers à apparaître. Ce sont des résistances cylindriques dont les connexions sont remplacées par une métallisation.
Chips
modifier- Chips résistifs : Des rectangles de céramique métallisés aux extrémités, pourvus d'une encre résistive.
- Condensateurs multi-couches : Condensateurs céramiques.
- Condensateurs chimiques
La taille des chips est donnée par leur désignation (on parle d'un chip 0402, par exemple) :

- 1206 : 3 x 1.5 mm
- 0603 : 1.5 x 0.75 mm
- 0402 : 1 x 0.5 mm
- 0201 : 0.5 x 0.25 mm
- 01005 : 0.25 x 0.12 mm
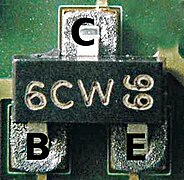
SOT
modifier- Transistors
- Diodes
SOIC (Small Outline Integrated Circuit)
modifierCe sont des circuits intégrés dont les dimensions ont été divisées par 2 ou 4.

PLCC (Plastic Leaded Chip Carier)
modifierCircuits intégrés dédiés initialement à la refusion. Les connexions 'en J' sont portées sur les 4 cotés, ce qui permet de les multiplier.
QFP (Quad Flat Pack)
modifierCircuits pouvant être dotés d'un grand nombre de connexions (plus de 100) avec une distance entre connexions (le pitch) inférieure au mm. Le même type de boîtier existe avec des connexions imprimées sur les boîtier : il n'y a pas de connexions sortantes. Ce sont les QFN (Quad Flat No lead packages)
BGA (Ball Grid Array)
modifier.jpg)
Les connexions sont des billes qui sont brasées sous le composant, sur toute sa surface. Chaque bille est en contact avec un plot de brasage sur le circuit imprimé. Cela implique une précision suffisante au niveau du circuit pour passer toutes les pistes conductrices en lien avec les billes. Un équipement à rayons X est nécessaire pour inspecter les brasures. L'avantage est le grand nombre de connexions possibles, pour une faible surface. A noter : Les billes, sur certains boîtiers, sont remplacées par des cylindres.
COB (Chip On Board)
modifier
Le CMS ultime : La puce, qui normalement est dans un boîtier de circuit intégré, est ici déposée directement sur le circuit imprimé, et la connexion est réalisée par des fils directement de la puce vers le circuit imprimé (cette opération est nommée le bonding). Le tout est ensuite encapsulé dans de la résine déposée sur le circuit imprimé. Cette technique nécessite des équipements dédiés à la pose des puces et des fils.
Avantages par rapport aux traversants
modifierLes composants électroniques des générations précédentes (dits traditionnels ou traversants) sont équipés de broches destinées à traverser le circuit imprimé, la soudure se faisant du côté opposé de la carte afin de relier électriquement les broches au circuit imprimé.
Les composants CMS ont changé la fabrication :
- L'assemblage est plus rapide : une ligne de pose de CMS atteint couramment 100000 composants / heure, contre 2 à 6000 composants / heure pour une station d’insertion automatique de composants traversants. Ceci a un impact important sur le coût du produit;
- Des composants peuvent être placés plus facilement sur les deux faces de la carte, ce qui augmente la densité de composants mais aussi la complexité du circuit imprimé, qui a évolué vers une technologie multi-couches ;
- Les composants sont plus petits et plus légers, leurs propriétés mécaniques en vibration génèrent moins de contraintes;
- Les circuits imprimés n'ont plus à être percés pour passer les connexions des composants, bien que les trous de passage des liaisons entre faces (les vias), y compris les couches internes, de plus petit diamètre, subsistent ;
- Les résistances et inductances électriques parasites sont diminuées, augmentant ainsi les performances en hautes fréquences, du fait de la diminution de la longueur des connexions inter-composants.
Il faut toutefois noter qu'en fabrication de série, les composants CMS ne peuvent être assemblés que dans un environnement industriel, à l’aide d’équipements HiTech, pour qu’un niveau de qualité acceptable soit obtenu.
Substrats utilisés
modifierAu début des années 80, les CMS utilisés dans les produits fabriqués en série (notamment les téléviseurs) sont des MELFs, soit des résistances 1/4w dont les connexions filaires sont remplacées par des plots de brasage. Les substrats sont constitués à base de papier phénolique, le plus souvent simple face, dont les plots de brasage sont étamés : le cuivre du circuit est recouvert d’un alliage étain - plomb à l’endroit où la brasure doit être réalisée. La filière avec collage et brasage à la vague est majoritairement utilisée.
L’augmentation de la densité des composants, leur miniaturisation, abouti à une diminution des entraxes des connexions: un circuit intégré traditionnel a des connexions au pas de 2,54 mm, un SOIC (circuit intégré CMS) a des connexions au pas de 1,27 mm, les rendant plus difficiles à souder à la vague. Les circuits imprimés des produits de séries sont ensuite réalisés en epoxy, et la protection du cuivre à l’endroit des plots de brasage est faite à l’aide d’un placage en or d’une épaisseur de 0,8 micromètres environ, d’une grande planéité, permettant la refusion.
Le placage peut également être réalisé en Étain chimique, présentant également une très bonne planéité.
Des substrats en alumine sont utilisés pour les circuits de petites dimensions utilisés en UHF, ou positionnés sur un circuit imprimé comme un macro-composant.
Les substrats aluminium sont utilisés, recouvert d’une feuille isolante, puis des pistes de cuivre, lorsqu’une dissipation thermique doit être assurée, dans certains systèmes d’alimentation des avions, par exemple.
La nature du substrat a un impact fort sur les paramètres de brasage lors de l’opération de refusion.
Procédé d’assemblage
modifierEnvironnement
modifierLa maîtrise de l'environnement a pour but de réduire les dispersions dans les résultats des équipements.
Les ateliers de fabrication dédiés aux CMS sont maintenus à température constante. Le degré d'hygrométrie doit être suivi.
Les locaux sont traités contre l'effet des décharges électrostatiques car les composants VLSI y sont particulièrement sensibles : Du fait de la très petite section des conducteurs internes, une décharge électrostatique causée par un contact avec une personne non protégée peu faire fondre un conducteur et détériorer le composant.
Le sol est recouvert d'un produit dissipatif relié à la terre.
Les équipements (électriques ou non) reliés à la terre, tous les outils et accessoires recouverts d'un vernis conducteur, les opérateurs portent des blouses et des chaussures antistatiques. Les composants eux-mêmes sont stockés dans des contenants dissipatifs.
Les visiteurs sont équipés de talonnettes et de blouses, et toute personne entrant dans la zone doit se tester sur un appareil dédié.
Préparation
modifierLes composants sont étuvés pour les sécher, en prévention de l’effet pop-corn: c’est la vaporisation de la vapeur d’eau contenue dans les interstices des composants lors de la montée rapide en température au moment du brasage, amenant la destruction du composant. Les composants les plus complexes (microprocesseurs, par exemple) sont les plus sensibles et sont stockés en armoire sèche pour éviter les reprises d’humidité. Pour ce type de composant, le temps passé en dehors de l’armoire est limité et surveillé.
Les circuits imprimés sont également étuvés car leur structure favorise l’absorption d’humidité. Lors de la vaporisation de l’humidité provoquée par la montée en température au moment du brasage, la déformation peut causer une rupture des trous métallisés réalisant les liaisons électriques entre les couches. Un lot de circuit imprimé stocké à température ambiante perd 5% de son poids lorsqu’il est étuvé à 80% durant 24 heures[6].
L’étuvage des circuits imprimés est toutefois controversé : S’il est trop long (plus de 24 heures), il dégrade la brasabilité du circuit. Les finitions Etain - Argent sont plus sensibles à de phénomène.
Les bobines de composants sont montées sur les machines de report. Les composants VLSI sont stockés en plateaux. Les références des composants et leur date-code de lot de fabrication sont enregistrés en regard du numéro de lot de fabrication de la carte (traçabilité au lot), ou du numéro de série de la carte (traçabilité unitaire) pour prévenir les confusions de référence et assurer la traçabilité.
La crème à braser (stockée en réfrigérateur) est brassée pour la rendre homogène. Elle est constituée de billes d’alliage et d’un flux de nettoyage, et les billes, plus lourdes, ont tendance à se déposer au bas du pot. Elle est amenée à la température d’utilisation (en général 20°c) pour avoir la viscosité prévue. Là aussi la traçabilité du numéro de lot de crème à braser est assurée.
Les fichiers de configuration des équipements constituant la ligne d’assemblage sont chargés. En 2020, la plupart des fichiers des machines de placement, de contrôle et de test sont générés automatiquement à partir des données issues des logiciels de CAO. La traçabilité des indices des fichiers est enregistrée.
Dépose de la colle (brasage à la vague seulement)
modifierCas des grandes séries : la colle (mono ou bi-composant) est déposée a l’aide d’un écran à l’identique de la crème à braser (voir ci-dessous)

Pour les plus petites séries : la colle est déposée à la seringue par un équipement qui dépose un ou plusieurs point de colle à l’emplacement de chaque composant, ou une aiguille est trempée dans la colle, puis amenée au contact du circuit, en une séquence dont la durée dépend du nombre de composants.
La pose de colle à la seringue peut également être faite manuellement à l’aide d’un dispenser , pour réaliser des prototypes ou les fabrications unitaires.
Dépose de la crème à braser (brasage par refusion seulement)
modifierLa crème à braser est constituée notamment de billes d’alliage de brasage.
Jusqu’à l’apparition des directives ROHS (voir ci-dessous) les alliages étaient majoritairement 62% d’étain, 36% de plomb et 2% d’argent ce qui correspond au point eutectique de l’alliage Sn-Pb-Ag (179°c). Cet alliage est également compatible avec la métallisation des composants, et la présence d'argent permet de saturer l'alliage de brasage en argent et d'éviter la migration de l'argent des condensateurs à armatures argent-palladium vers le joint de brasure.
Les problèmes de migration sont contenus par l'intégration d'une barrière de nickel dans les composants chips.
Depuis l’apparition des directives ROHS en 2003, Les alliages au plomb ont été remplacés par des alliages Sn-Ag-Cu, sauf pour les secteurs nécessitant des qualifications longues (aéronautique, par exemple)
Exemple d'alliage fréquemment utilisé : 96.5%Sn/3.0%Ag/0.5%Cu, désignation commerciale : SAC305, température de fusion : 217 °c.
- Des crèmes contenant plus de plomb peuvent être utilisées pour obtenir des joints brasés résistant aux hautes températures. Exemple d'alliage: Pb92.5% - Sn5% - Ag2.5%, pour une température de fusion de 300°c.
- Des crèmes contenant des alliages au Bismuth SnBiAg (Sn 42% - Bi 57.6% - Ag 0.4%) peuvent être utilisées pour mettre en œuvre de plus faibles température (155 à 180 °c) et économiser de l’énergie. Ces alliages vont de pair avec l'utilisation de composants adaptés.
Dépose à la seringue
modifierUn volume de brasure est déposé par une seringue sous pression sur chaque plot de brasage. Cette technique ne permet pas de déposer un volume très régulier de crème à braser et présente des temps d’opération très longs, mais est adaptée aux très petites séries car elle peut être mise en œuvre sans attendre le délai de fabrication d’un écran.

Dépose à l’aide d’un écran
modifierTechnique proche de la sérigraphie : la crème à braser est déposée sur un écran formé d’une feuille métallique à l’épaisseur calibrée, puis raclée. Le volume de crème a braser est égal à la surface de l’ouverture dans l’écran multipliée par son épaisseur.
Le volume d’alliage affecté à une connexion est donc déterminé par l’épaisseur de l’écran, qui est identique pour tous les composants de la surface du circuit imprimé , et est modulé par la surface du plot de crème, qui peut être plus petit de le plot de cuivre (cas le plus général), ou plus grand (technique appelée ‘over printing’).
Certains écrans présentent plusieurs épaisseurs (en général 2) et sont dits « étagés » pour adapter le volume de crème à braser à certaines familles de composant. En contrepartie, l’usure des racles est plus rapide avec ce type d’écran.

Le volume d’alliage va déterminer la forme du joint brasé, qui doit répondre à des critères de continuité du joint, de remontée de soudure, etc. La norme IPCA-610[7], par exemple, liste les valeurs acceptables pour chaque critère.
L’étape de pose de la crème à braser est un point sensible du processus : On considère en 2020 que 75% des défauts détectés en fin de procédé ont la sérigraphie pour cause racine[8].
Report des composants
modifierLe report des composants désigne l’opération de pose de ceux-ci sur un point de colle ou sur les plots de crème à braser.
Pose manuelle
modifierLes composants sont saisis à l’aide d’une pince ou d’une ventouse, puis posés à leur place. Cette méthode, lente et peu précise est utilisée pour la fabrication de prototypes ou de très petites séries.
Pose automatique
modifierLes équipements de pose automatique déroulent la séquence suivante :
- Prise du composant, (en général par aspiration),
- Mesure de la valeur du composant (cette fonction n'est pas disponible sur tous les équipements),
- Vérification de sa géométrie pour mettre de côté les composants à pattes tordues, par exemple,
- Orientation du composant,
- Positionnement sur la carte.

Ligne de pose de composants CMS. A droite l'équipement de sérigraphie, puis 3 stations de pose et à gauche au fond le four de refusion.

Il faut noter que le mouvement de la tête porte-composant comporte une translation horizontale, deux translations verticales et une rotation. Ces mouvements sont calculés à partir d’une image de la position initiale du composant prise par une caméra, et de la position de destination. La vitesse de pose a augmenté (entre autres) avec l’amélioration des systèmes de traitement des images.
Les lignes d’équipements sont modulaires : plusieurs modules identiques montés en série se partagent les composants à poser, en travaillant en même temps. Les vitesses de pose atteintes peuvent être de l’ordre d’un million de composants par heure. L’optimisation des chargements des machines est guidée par logiciel : Par exemple, un composant posé en double exemplaire peut être posé par deux stations distinctes, ou être alimenté par deux bobines, pour diminuer la fréquence des interventions des opérateurs.
La ligne peut comporter deux convoyeurs parallèles pour placer les composants sur la face 1 sur un convoyeur, sur la face 2 sur l’autre.
Méthodes de brasage
modifierBrasage par refusion
modifierLe procédé
modifierLa refusion dure trois phases :
- La montée en température initiale, où les flux synthétiques contenus dans la crème à braser sont activés et décapent les parties à braser. Durée : 3 minutes environ. À l’issue de cette phase, le circuit imprimé est à la température de fusion de l’alliage.
- Le maintien en température, (une à deux minutes à une température de l’ordre de 240°C) durant lesquelles les billes de la crème à braser sont en fusion.
- La baisse de température et le retour à la température ambiante, (cinq a dix minutes) dont la pente doit être maîtrisée pour éviter les craquelures et la génération de whisquers (croissances cristallines de fil d'alliage pouvant créer des courts-circuits plusieurs mois ou année après la fabrication).
Ces durées sont indicatives : elles dépendent du fabricant de la crème à braser. La précision et la régularité du profil de température sont très importantes pour assurer un résultat constant et un niveau de conformité acceptable. Le profil d’une carte est déterminé à partir d’un profil standard proposé par le fabricant de crème à braser, puis adapté aux caractéristiques thermiques de la carte.
Certains fours sont équipés d’un dispositif assurant une atmosphère d’azote, pour limiter les risques d’oxydation.
À noter : certains composants (piles, batteries, condensateurs chimiques, etc.) ne supportent pas les températures supérieures à 200°C atteintes lors de la refusion et doivent être posés après l’opération de brasage.
Moyens utilisés
modifierFour tunnel chauffant par infra-rouge, par convection ou par une combinaison des deux modes. Le nombre de zones internes (6 a 12) détermine l’aspect de la courbe de température.
Le four ´phase vapeur’ où la séquence est un déplacement aller / retour des circuits vers une zone où la température de fusion est atteinte.
Brasage à la vague
modifierCette méthode implique que la colle soit polymérisée après la pose des composants, par passage en four tunnel ou étuve à une température de 110°c environ.
Dans le cas de technologie mixte (traditionnel + CMS) les composants traditionnels sont insérés après la polymérisation, ce qui nécessite de protéger les cartes contre les chocs mécaniques durant l’insertion manuelle et les manutentions.
Séquence opératoire :
- Les cartes sont engagées dans un équipement de brasage directement sur un convoyeur ou par l’intermédiaire d’un cadre support à doigts à une vitesse proche de 1 m par minute. Ces parties sont généralement en titane, matériau sur lequel l’alliage d’étain n’accroche pas.
- Dépose d’un flux collofanique (nettoyage à l’alcool) ou synthétique hydrosoluble (nettoyage à l’eau ou sans nettoyage) par spray ou par mousseur.
- Montée en température pour activer le flux, et amortir le choc thermique lors du contact avec la vague. Généralement le chauffage se fait à l’aide de résistances IR.
- La carte effleure une première vague d’alliage dite turbulente qui vient déposer de l’alliage sur toutes les parties métalliques, en générant des courts-circuits. Dans les équipements destinés uniquement à la technologie traversante, cette vague n’est pas utilisée.
- La carte effleure ensuite une vague plane, qui supprime les courts-circuits.
- Retour à la température ambiante sous ventilation.
Ce type d’équipement nécessite de maintenir à 230°c environ de 400 à 600kg d’alliage, ce qui consomme beaucoup d’énergie lors des coupures de production, le week-end, par exemple.
Tous les composants ne supportent pas le nettoyage qui se fait au solvant ou à l’eau avec utilisation d’ultrasons (relais, quartz, etc.) Ces composants doivent être posés lors de l’étape dite de finition.
Certains équipements assurent le brasage dans une atmosphère azotée, pour limiter les risques d’oxydation.
Des flux à faible taux de contamination résiduel ont été mis sur le marché, qui sont en partie éliminés par la vague d’alliage.
Un compromis doit être trouvé entre l’amélioration de la brasabilité et le taux de contamination résiduelle en cas d’utilisation de flux sans nettoyage.
La maîtrise du niveau de conformité en sortie de vague est difficile a atteindre du fait des multiples paramètres influant sur le résultat de l’opération : température ambiante, hygrométrie, pression atmosphérique, géométrie du circuit imprimé, répartition des masses thermiques, etc.
La combinaison des modes (double refusion)
modifierDepuis l’apparition des CMS, la proportion des composants traversants n’a cessé de diminuer pour des raisons économique, de disponibilité des composants et de miniaturisation.
La résistance aux sollicitations mécaniques n’est pas un argument pour maintenir des composants traditionnel : les bonnes pratiques en implantation exigent que les composants soumis aux contraintes mécaniques soient maintenus par des organes mécaniques spécifiques : pions de centrages, assemblages vis-écrous, etc.
Les différents mix technologiques ont été au fil du temps :
- Traditionnels face 1 + CMS filière colle face 2,
- Traditionnel face 1 + CMS refusion face 1,
- Traditionnel face 1 + CMS refusion face 1 + CMS filière colle face 2,
- Traditionnel face 1 + CMS refusion face 1 + CMS refusion face 2,
Contrôle
modifierL'augmentation de la densité des composants impose le test automatique, les cartes électroniques du domaine industriel peuvent comporter plusieurs centaines de composants, les cartes comportant des systèmes complexes peuvent comporter plusieurs milliers de composants (cartes mères des PC, par exemple).
Le contrôle des cartes s’effectue à l'aide d’équipements AOI (Automatic Optical Inspection) Le contrôle visuel est devenu hors de portée des humains. Les critères de la qualité des cartes électroniques, y compris la pose des composants CMS, sont proposés par des organismes indépendants des fabricants. Par exemple : IPC[7]
L’accessibilité des connexions des composants est rendue plus difficile du fait de la petite taille des composants, et impose la présence de plots de test sur le circuit imprimé, à l’endroit où les sondes des testeurs viennent se connecter au circuit.

Comme pour les composants traditionnels, le test électrique se fait en deux phases : d’abord le test In-situ, qui vient mesurer les impédances entre les équipotentiels du circuit imprimé, puis le test fonctionnel, qui vérifie le fonctionnement sous-tension de la carte, en fonction des stimuli délivrés sur les entrées de celle-ci. Ces équipements de test sont coûteux, les interfaces avec les cartes sont propres à chaque circuit imprimé et leur emploi nécessite des investissements importants.
Le contrôle des brasures nécessite l’emploi d’équipements de vision à rayons X, qui peuvent être des équipements automatiques (on parle alors d’AXI, pour automatic X-ray Inspection). Là aussi le coût des équipements a mettre en œuvre n’est justifié que pour les séries.
Réparation
modifierLe remplacement d’un composant CMS se fait à l’aide d’une station de travail qui généralement souffle de l’air chaud pour amener les joints brasés à l’état liquide, et est munie d’un dispositif de saisie des composants (pinces mécaniques ou buse aspirante de type ventouse) pour enlever le composant non-conforme et replacer un composant neuf.
Les types de défauts spécifiques aux CMS
modifierComposant non conformes
modifier- L’absence de marquage sur certains composants (notamment les condensateurs multicouches) favorise les erreurs de référence. Certains équipements de pose intègrent une station de test pour contrôler la valeur des composants, ou vérifient les valeurs des composants par lecture des étiquettes code-barres sur les bobines de composant.
- Composant cassé ou fissuré par un stress mécanique.
Défauts de brasure
modifier- Court-circuit causé par un excédent de crème à braser ou le décalage d’un composant.
- L’effet tombstone ou menhir, affectant les chips, où le composant se dresse à la verticale lorsque le brasage progresse de façon asymétrique à chaque extrémité du composant. Ce défaut est prévenu en optimisant le point de dépose et/ou la forme du plot de brasage. La contamination des plots de brasage ou des parties métallisées des composants peut également être la cause de ce défaut.
- Connexion non brasée, car non en contact avec l’alliage lors de la refusion (composant surélevé). Un contrôle de l’alignement des connexions est réalisé par l’équipement de pose lors de la prise des composants multi-broches.
- Void (bulles dans les joints brasés) fragilisant les connexions, causé par des bulles de gaz dans l’alliage. Est traité en optimisant le profil de refusion. De nouvelle génération de four (depuis 2020) permettent de braser en dépression pour limiter les bulles dans l’alliage.
- Présence de micro billes causée par la présence de crème à braser sur l’écran, a d’autres endroits que les ouvertures de l’écran. Ces billes peuvent causer des courts-circuits ou diminuer les distances d’isolation. Ce problème est prévenu par un dispositif de nettoyage qui est activé sur l’équipement de serigraphie à intervalle régulier.
Directive européenne 2002/95/CE - RoHS
modifierLa transition vers l'application de la directive européenne 2002/95/CE - RoHS - bannissement du Plomb, Chrome hexavalent, Mercure, Cadmium, PBB et PBDE.
Sans parler de la miniaturisation et de l'intégration de fonctions électroniques de plus en plus puissantes dans les composants, l'évolution majeure des années 2000 est le passage de l'industrie électronique au « sans plomb ».
L'avantage du plomb était notamment d'abaisser la température de fusion des alliages d'étain (environ 183°C pour un Sn63Pb37). Les nouveaux alliages sont couramment à base d'étain, argent et cuivre (SnAgCu) : leur température de fusion est plus haute (environ 217°C pour un Sn96,5Ag3Cu0,5).
Cette augmentation de température a plusieurs conséquences :
- Des problèmes d'ordre technique pour les fabricants de composants, ceux-ci devant pouvoir supporter des températures plus élevées et des chocs thermiques plus importants ;
- Une gestion compliquée à mettre en œuvre pour la phase de transition et donc la mixité des composants prévus pour le « sans plomb » et les autres ;
- Les problèmes d'obsolescence de composants en fin de vie qui ne seront pas adaptés au « sans plomb » faute de débouchés commerciaux ;
- Des consommations d'énergie plus importantes (de 10 à 20 %), compte tenu de l'augmentation des températures de refusion ;
- Une requalification systématique des processus de fabrication s'avère également nécessaire.
Notes et références
modifier- Vitesses mesurées en 1982 dans l'usine La Radiotechnique de Nogent le Rotrou, sur équipements TDK et Universal.
- Document mémo technique "Choix d'une machine CMS" du 06/02/2007, J. Rivet
- Bernard Broustet, « Solectron confirme son implantation sur le site IBM de Bordeaux », Les Echos,
- L'usine nouvelle, « Électronique : Il n'y aura pas de place pour tous les sous-traitants », L'Usine Nouvelle, (lire en ligne
 )
)
- Moyenne réalisée sur les devis de sous-traitance électronique proposés par un sous-traitant français de 2010 à 2020. Source : auteur.
- Mesure faite le 03/05/2005 en usine.
- IPC, « Acceptabilité des assemblages électroniques »
- Mesure faite en 2020 lors de la revue des types de non conformités relevées en production lors de l'analyse qualité annuelle d'un sous-traitant électronique.
Voir aussi
modifierArticles connexes
modifierLiens externes
modifier- Remplacement du plomb dans les alliages de soudure en microélectronique, whiskers
- Réalisation d'un four à refusion avec un mini-four
- Optimisation temps de setup machine SMD Pick&Place
- (en) Article décrivant la norme JEDEC-J-STD-033 concernant les niveaux de sensibilité à l'humidité des composants électroniques
- (en)+[PDF] Intersil - Guidelines for Soldering Surface Mount Components to PC Boards